
- 1
- 0
- 0
分享
- 优秀论文 | 壮锦织机织造技艺演进研究
-
原创 2022-07-07
编辑点评
壮锦织机织造技艺演进研究
褚兴彪、吕金亚,广西大学艺术学院
内容摘要:锦是提花织物。壮锦织造历经原始腰机、斜织机、多综多蹑纹织机等机型后,于清代出现竹笼机。竹笼机通过花本符号编码快速有效获取提花织物,较其他织机在手工提花及织锦幅面有效率性、延展性,这一成功使匠人们意识到花本提花是提高壮锦织造技艺的关键,此后持续两次织机改良。文章通过竹笼机、排子机、电脑控制机在机型、技艺流程的比较分析来解析壮锦织造原理,认为壮锦织机的多次改良不仅使技艺得到有效传承,壮锦审美价值亦得到彰显,是民族非物质文化活态传承的经典范本。
关键词:壮锦、竹笼机、织造技艺
引言
“锦”是用彩色丝线织成的带纹饰的织物。[1]《释名》载有:“锦,襄邑织文。从帛,金声。”[2]壮锦是壮族织造的一种,又称“土锦”,状语“gob(盖住)faz(天)”,意为“天被”[3],用棉线和五彩丝绒线纺织而成,质地结实,耐磨耐用,图案别致,色彩富丽[4],有“佳丽厚重,诚南方之上服也”的赞誉。壮锦源于宋盛于清,清代沈日霖在《粤西琐记》中记载:“壮妇手艺颇工,染丝织锦,五彩斑斓,与缂丝无异,可为裀褥,凡贵官富商,莫不争购之。”[5]壮锦织造盛行与织机改进有重要关联,织机在历经原始腰机、斜织机、多综多蹑纹织机等机型后出现了竹笼机。竹笼机形制完备、操作简易,极大提高了壮锦的产量和质量[6],说明织机改进是壮锦发展的重要动力。
一
壮锦织机溯源
二
壮锦织机的三种形制
壮锦织机三种形制的发展有递进关系,依次为:通过原始腰机改造的竹笼机、通过竹笼机改良的排子机、通过现代机械化改良的电脑控制机。三种织机具有相似原理,都以“花本装置”为织造核心,但形制各异。
1
竹笼机为原始腰机的一种,因织机上方吊有竹笼花本且形似“猪笼”而得名。[25]国家非物质文化传承人谭湘光[26]保留了部分竹笼机。竹笼机长、高分别约1730毫米、1090毫米,机器前端至后端成倒梯形,前、后端宽约650毫米、790毫米。(图1)织机由机身、纱线装置、提花和打花四部分组成。机身,包括机架、机床、座板,通过三者构件插接形成机器骨架。纱线装置,包括分经筒、盘头纱、平纹综、提花综线等。分经筒安装于机架后端,分隔上下层经线;盘头纱安装于机架尾端,将经线从分经筒处拉出,用作壮锦底纹;平纹综用提花综线将盘头纱下层棉纱线缠绕固定在竹竿上,制作完成的平纹综固定在纱挑手上;提花综线作为整台织机重要组成部分,是连接提花竹笼与提花间的桥梁,数量多达数百条。提花,包括纱挑手、提花挑手、提花竹笼、平纹脚踏板、提花脚踏板等。纱挑手安装在机架中部,平纹脚踏板安装机架底部,纱挑手同平纹脚踏板连接;提花挑手安装在机架上端,提花踏板安装在机架底部,提花挑手同提花脚踏板连接。打花,包括棉纱棒、挑花筒、挑花尺、梭子,属织机附件。
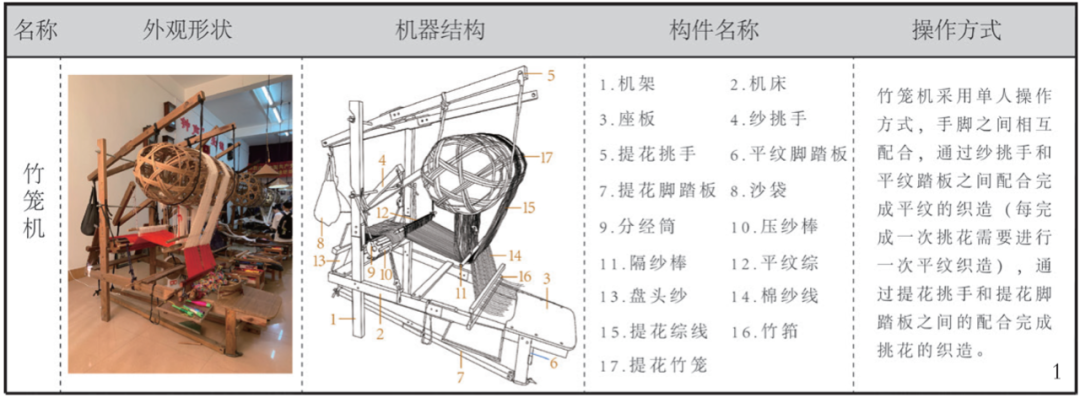
图1.竹笼机(来源:作者自摄、自绘)
2
3
电脑控制机以竹笼机、排子机为基础,通过现代机械改良而成。机形庞大,提花速度快,操作流程简单,可织造多种纹饰宽幅壮锦。机器分上、中、下三部分,上部核心装置为“龙头”,等同竹笼机提花竹笼花本及排子机排片,图案纹饰通过电脑传输控制提花综线,输入图案后机器自动进行综线提拉,不需重新布置综线,比竹笼机、排子机效率高。中部是提花综,一端连接“龙头”,一端连接经线,负责“龙头”图案纹饰与下部经线连接。下部为平纹与提花织造,机器台面较大,通过机器控制实现宽幅织造。电脑控制机较前两者效率高、产能大、幅面宽、纹饰丰富,并极大地拓展了壮锦用途。(图3)

通过竹笼机、排子机、电脑控制机的外观、结构、操作而知:三种织机均由平纹、提花工艺交织完成壮锦织造,区别在于提花装置效率不同;三种提花“符号编码”有从模糊趋向清晰的递进性,说明提花装置灵活、便捷、易操作是改进目标。
三
提花竹笼编码原理
壮锦织造经线700余根,直径小至0.1毫米。提花时将经线逐一提起,因经线非常细,特别考验织娘心力,加之图案复杂,织造难度极大,因此提花竹笼产生前织造效率低下。提花竹笼产生后,织造效率急速上升;排子机将图案纹饰固定排片小木块上,呈椭圆状,通过提花竹笼花本原理改良,操作更为简单;电脑控制机通过机械化原理实现提花操作,无需复杂操作。三种机型均以花本提花为核心,竹笼花本提花更能清晰表述其编码原理,故以此为例。
以“双鱼纹”织造为例。(图4-1)将双鱼纹饰均分若干方格,每个方格里均分64个小方格,每个小方格代表两条经线,这种方式称为“八织八格”。“八织八格”包括平纹纹饰、提花纹饰,平纹纹饰是平纹棉纱线,颜色为一种固定底纹色彩(白色小方格);提花纹饰指挑花棉纱线,颜色为纹饰纹样色彩(黄色方格)。(图4-2)
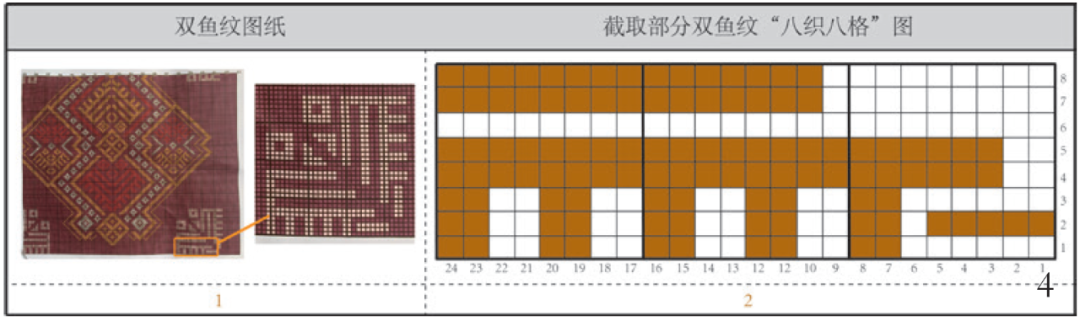
以图4-2第一维(横向1—24)同表1操作程序为例(表中挑起多条经线,以便观察、理解),其编码流程如下:

(1)按照双鱼纹右下角纹饰图纸纹样,用挑花尺在经线上操作。从右至左,先将图4-2中横向序号1—6白色格子中12条经线压在挑花尺下,横向序号7—8黄色格子中4条经线放在挑花尺上,横向序号9—10白色格子中4条经线压在挑花尺下,横向序号11—12黄色格子中4条经线放在挑花尺上,依次类推。(表1-1)
(2)将挑花筒穿插在挑花尺位置,挑花筒穿插后将挑花尺拿出,使经线间交叉口加大,便于接下来的操作。(表1-2)
(3)将挑花尺重新穿插到挑花筒上端,使挑花尺沿提花综线方向推拉,将连接在经线上不需要的提花综分离开来。(表1-3)
(4)提花综与经线间分开后,继续用挑花尺沿提花综线方向来回推动,将其彻底分隔。(表1-4)
(5)将挑花尺与挑花筒紧扣一起,挑花筒位于经线挑起位置,挑花尺位于挑起经线位置外。
(表1-5)
(6)将紧扣在一起的挑花尺、挑花筒前后来回推拉,使经线、提花综线呈“绷紧”状态,按照图纸检查是否有误。(表1-6)
(7)拿起一根竹条,一边将竹条穿插在挑花出来提花综线分叉口处,一边用挑花尺推拉提花综线,使提花综线形成独立交叉口。(表1-7)
(8)将穿插在提花综线内的竹条顺着提花竹笼方向“走”,然后将竹条的两端分别安放到提花竹笼两侧,即完成第一维提花编码。(表1-8)
(9)重复以上步骤,进行其余纹样提花编码,依次将穿插在提花综线的竹条安放到提花竹笼上,便完成整个竹笼机提花编码。(表1-9)
四
壮锦织造技艺流程
三种织机织造技艺均从传统织机演绎而来,因机形差异,其流程也有所不同。
1
(1)

图5.壮锦织造技艺流程(来源:作者自摄、自绘)
第一梭,织平纹。按照图5-2中图案纹样进行横向第一行织造。横向第一行共24个方格,每个方格代表两条纱线,横向第一行共需48条深蓝色棉纱线平纹。用腰带拉紧棉纱线,使棉纱线上下两层形成平行状开口,在竹筘前开口处用装有深蓝色棉纱线梭子从横向数字24处穿插到纵向数字1处,然后用竹筘前后推动将深蓝色棉纱线打实。
第二梭,织平纹。右脚踩动平纹脚踏板带动平纹综,使深蓝色经线形成上下交叉口,在竹筘前交叉口处用装有深蓝色棉纱线梭子从纵向数字2处穿插到横向数字24处,然后用竹筘前后推动将深蓝色棉纱线打实,依次循环操作到第五梭。
第六梭,织提花纹样和平纹。腰带拉紧深色经线,拿下提花竹笼第一梭竹条,左脚踩动提花脚踏板,杠杆带动提花挑手,使提花综线连接的深蓝色经线向上拉起,形成提花交叉口。然后在竹筘前端横向数字13、纵向数字6的经线处穿插浅蓝色棉纱线。穿插好后用竹筘打实,同时进行一次平纹穿插,左脚放开提花脚踏板,腰带拉紧深蓝色经线,形成上下两层平行开口,然后在竹筘前端开口处用装有深蓝色棉纱线梭子从纵向数字6穿到横向数字24处。完成后用竹筘将棉纱线打实,即完成第一梭提花纹样织造。
第十七梭,处于整个花本纹样中心对称位置,织造方法同上,腰带拉紧深色经线,拿下提花竹笼上第十二梭竹条,左脚踩动提花脚踏板,杠杆带动提花挑手,使提花综线连接的深蓝色经线向上拉起,形成提花交叉口,然后在竹筘前端横向数字2、3、4,7、8、9,12、13、14,17、18、19,22、23、24,纵向数字17的经线处穿插浅蓝色棉纱线(横向数字的经线被提花综线拉起,直接进行浅蓝色棉纱线的穿插)。横向穿插好后用竹筘打实,同时进行一梭平纹穿插,左脚放开提花脚踏板,腰带拉紧深蓝色经线,形成上下层交叉口。然后在竹筘前端交叉口处用装有深色棉纱线梭子从纵向数字24穿到横向数字17处,穿插完成后用竹筘将其打实,即完成第十二梭花本纹样织造。剩余花本纹样依次类推进行织造。
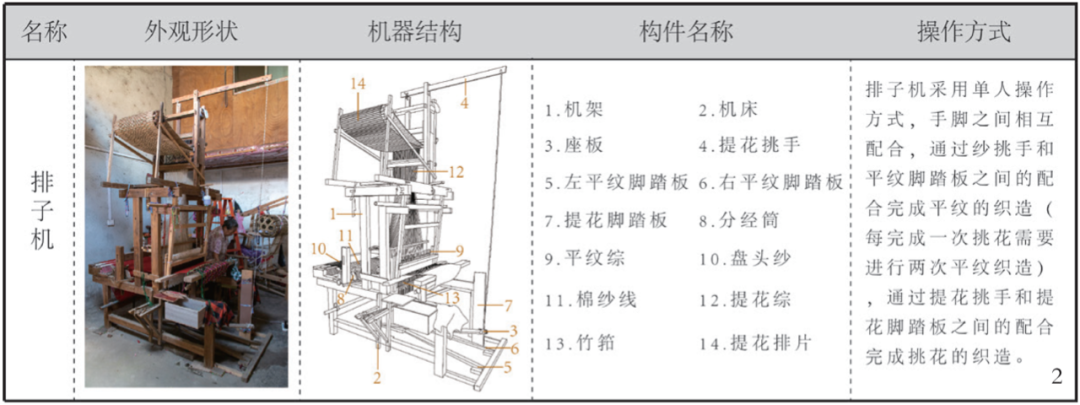
(2)排子机织造技艺
排子机作为现代改良织机,有较高的工作效率,其织造技艺同竹笼机相似。具体织造技艺流程如下。首先在完成壮锦首端平纹布织造基础上,进行首次挑花操作,右脚踩中间提花脚踏板,如图6-2所示,通过杠杆原理带动提花综线,提花综线连接的经线被“挑”起后,根据花本纹样将所需的棉纱线穿插在经线中,从左至右或者从右至左依次完成,完成后用竹筘前后推拉打实。如果发现提花出现错误,可拉动上方控制排片后退“开关”的绳子,排片便自动后退一排花本,然后将错误的挑花棉纱线拆除,重新提花,后退“开关”如图6-1所示。完成一梭提花操作后,紧接着进行两梭平纹织造:一次踩动左脚平纹脚踏板带动经线形成平行分隔层,将装有平纹棉纱线梭子在竹筘前端分隔层中从左至右穿插过去,穿插完成后用竹筘将其打实;一次踩动右脚平纹脚踏板带动下层经线,与上层经线形成交叉口,将装有平纹棉纱线的梭子在竹筘前端交叉口中从右至左穿插过去,穿插完成后用竹筘将其打实,左右平纹脚踏板如图6-3所示。然后根据以上方法重复操作,上方排片循环一周,即完成一周期壮锦纹样织造。
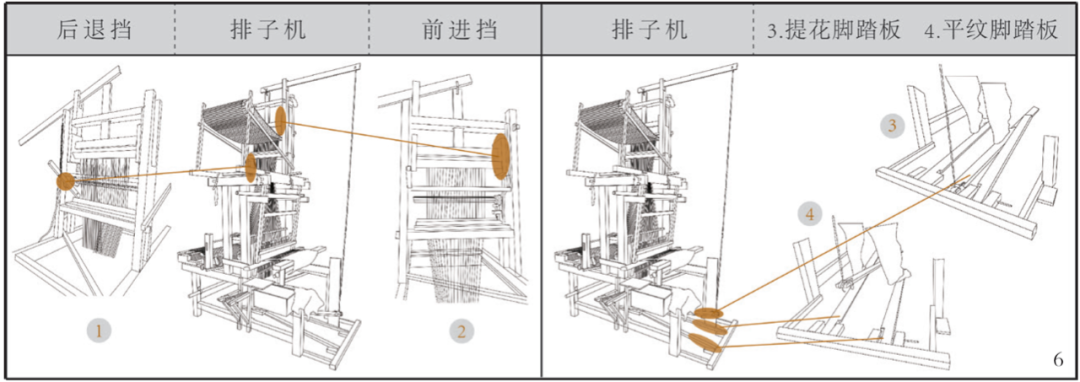
图6.排子机后退、提花、平纹功能(来源:作者自绘)
(3)电脑控制机织造技艺
电脑控制机相比竹笼机、排子机操作更简单、织造宽幅更大、图案纹样更丰富。将设计好的图案纹样通过图7-2编码控制器传输到机器“龙头”,“龙头”内图案纹样形成符号编码控制提花综线,根据输入不同图案纹样来控制不同提花综线。织造过程中,织造控制器控制机器运转,如图7-1所示,织造控制器有4个操作按钮控制平纹和提花操作。提花织造时,按下织造控制器的提花织造按钮,提花经线被拉起,织娘用挑花棉纱线在经线上进行穿插编织;编织完成后,按下织造控制器按钮将穿插的棉纱线打实。整个操作过程只需人工挑花,其余操作全部由机器完成,极大地提高了壮锦的织造效率。

图7.电脑控制机操作(来源:作者自摄)
从以上三种织锦织造技艺流程可知:
2
三种机器的产生都是在前者基础之上不断通过递进方式改良、改造,逐渐适应当代生活的壮锦织造机器,特质与优点如表2所示。

表2.三大机器对比(来源:作者自摄)
三种机器形制、织造技艺各具特色,具体分析如下。
相同之处:
不同之处:
(1)提花部位操作不同。竹笼机提花竹笼花本采用竹片制作,每进行一梭提花操作,需拿下一根竹条,操作复杂;排子机排片采用木片制作。提花依靠杠杆原理实现提花操作,较竹笼机更简便;电脑控制机“龙头”采用电脑控制程序,将设计好的纹饰通过编码控制器传输到“龙头”,提花效果因输送多样纹饰而呈丰富性,较竹笼机、排子机更简洁。
(2)竹笼机编码部位较烦琐,看不出花本纹样;排子机编码部位,可大致看出花本纹样;电脑控制机编码部位在“龙头”内部,处于程序虚拟状态。
(3)壮锦织造尺寸不同。竹笼机和排子机织造较窄壮锦,电脑控制机织造尺寸是前两者的几倍。
(4)工作效率不同。竹笼机操作复杂,织造效率低;排子机操作相对简洁,织造效率有所提高;电脑控制机操作更加简便,织造效率更高,同一时间所织造出来的壮锦是竹笼机、排子机的几倍甚至几十倍之多。
总之,三种织机均通过符号编码快速有效获取提花效果,比传统织机提花效率更高。通过两次改良,电脑控制机提花图案更丰富、织造宽幅更大、提花效率更高、操作更简单、应用范围更广,更适合当代生活节奏,说明传统技艺适应现代生活步伐需不断改良创新才能得到有效传承。[29]
五
壮锦织机改良对纹饰的影响
壮锦纹饰源于自然与生活,是壮族女性对美好生活憧憬的形式内化,反映了民族风情、区域审美、图腾崇拜等文化内涵。[30]壮锦具备民族文化属性,是“人”“机”“材”协同结果,受经纬技艺制约,纹饰出现特殊意义。[31]从三种机器形制演绎可知,其改良始终以提花装置为核心。提花装置反映了壮锦对纹饰“形状”“色彩”“意匠”“史韵”“功用”的秉持与沿革。织机创新在保证传统纹饰传承的前提下,表现手法更为灵活多变,在题材、幅宽、色彩等方面都有拓展,为其实际功用、文创活化奠定了基础。
1
壮锦纹饰“运用艺术将感情生活客观化,通过形式客观化(外化),对情感生活理解或把握,正是在这种意义上,使其具备符号化”[32]。这些纹饰符号是个体与群体集体无意识约定俗成的结果,体现了壮族对“天、地、人”和谐关系的认知,是解读壮族文化的钥匙。
从纹饰织造来说,传统壮锦纹饰以三梭为主,地纹组织被地纹纬与花纹纬紧紧包住,彰显传统纹饰之美,三梭织造使图案细密、体感显著。竹笼提花机与排子机通过通经断纬能较好地实现这一点,电脑控制机在全自动情况下尚不能实现通经断纬,但通过机器半自动与手工挑花仍能实现三梭织造,效率也较前两种高。
从纹饰题材来说,三种织机均能良好地表达传统纹饰。因三种机型提花装置都可对众多纹饰游刃有余地进行符号编码,传统纹饰得以保留与传承。壮锦传统纹饰按题材可分为花边纹、吉祥纹、动物纹、人物纹等,具体有:回字纹、圆纹、太阳纹、水波纹、云雷纹、菱形连续纹、花纹、吉祥凤纹、凤纹、蟒龙纹、幸福花纹、扁鱼纹、双蝶纹、双鱼纹、四蝶纹、彩蝶纹、四蝶莲花纹、蛙纹、蝶纹、牛纹、蛙人纹、对山歌女人纹、七喜头人纹等。[33]众多纹饰以主纹、辅纹为主次,可相互穿插、互为辅助,三种织机均可在横向形成二方连续,纵向形成四方连续,从而造就壮锦花团锦簇的视觉感。[34]
2
结语
壮锦是壮族民间织造的一种。其历史悠久,经历了树皮、竹、葛、麻、棉、丝等多种纺织材料,出现过麻布、桂布、壮锦等多种纺织品。其中,壮锦以其厚实、华丽、精密成为织造良品,其成功离不开机器形制的演进。
原始腰机是壮锦织机早期形式,壮锦织机实现了由“多蹑多综”向“少蹑多综”转变后,重在关注平纹织造与挑花技艺关联,改变了“一人拉花、一人提花”的传统模式,创造性开启了提花方式,将花本纹饰进行符号编码,提高工时功效。在实现与现代纺织技术同步的同时,壮锦较好地保持了民族传统织造特色,民族民间艺术得以活态传承,彰显了民间艺术的强大生命力,为民族非物质文化有效传承提供了典范模式。
壮锦织机的三次改良是其有效传承的重要手段,相对其他织锦类型具有先进性。如侗锦织造亦采用竹片记载符码,但因其织造幅面小、线型细,未形成竹笼提花核心装置。在壮锦织造三种传统提花方式中,相对环江铁丝花本靖西片综花本而言,尤以竹笼机花本提花最为先进。难能可贵的是,电脑控制机以竹笼机为基础,通过改良实现了织造现代化,这也为民族民间工艺、技艺的创新发展提供了有益启示。
注释:(向上滑动查看)
[1]郑超雄:《广西工艺文化》[M],南宁:广西人民出版社,1996年,第127页。
来源:《装饰》2021年第9期
本文系《装饰》2021年度“优秀投稿论文”。
查看顶部“合集”,可浏览其他年度优秀投稿论文。
--------------------------------------------------------
《装饰》杂志欢迎您的来稿
E-mail:zhuangshi689@263.net
地址:北京市海淀区清华园清华大学美术学院A431 中国装饰杂志社编辑部
电话:010-62798189 010-62798878
邮编:100084
官网:http://www.izhsh.com.cn
建议邮件 书信亦可
在微信中回复“投稿”即可获得投稿须知
-
阅读原文
* 文章为作者独立观点,不代表数艺网立场转载须知
- 本内容由数艺网主动采集收录,信息来源为 “装饰杂志” 公开网络发布内容。第三方如需转载本内容,必须完整标注原作者信息及 “来源:数艺网”,严禁擅自篡改、删减或未标注来源转载。 并附上本页链接: 若您的内容不希望被数艺网收录,或认为此举侵犯了您的合法权益,敬请通过微信 ID:d-arts-cn 联系数艺网。我们将致以诚挚歉意,并第一时间为您办理下架或删除处理。













